TRATAMIENTOS POSIBLES.
INSTALACIONES METALURGIA SECUNDARIA
Un mismo
equipo puede utilizar varias técnicas e incluso en un mismo proceso puede
realizarse en diferentes unidades de tratamiento. Como indicamos antes, este
tipo de metalurgia tiene una serie de objetivos que veremos a continuación,
· Desoxidación
·
Desulfuración
·
Descarburización.
(RH-OB)
·
Desfosforación
·
Control
de nitrógeno
·
Reducción
de hidrógeno
·
Eliminación
de elementos residuales
Desgasificación
al vacío RH-OB
Expondremos los equipos con lo que se obtienen los aceros
libres de gases. En el primero sometemos al acero a un tratamiento de vacío. Este procedimiento se puede agrupar en tres técnicas:
·
Desgasificación
del chorro de colada.
·
Desgasificación
del acero en la cuchara, mediante el método VAD.
·
Desgasificación
por recirculación.
Calentamiento al vacío VAD
El
inconveniente son los tiempos largos de proceso y caída de temperatura, a continuación
el horno de cuchara, permitirá
disponer de un método de calentamiento que compense la caída de temperatura.
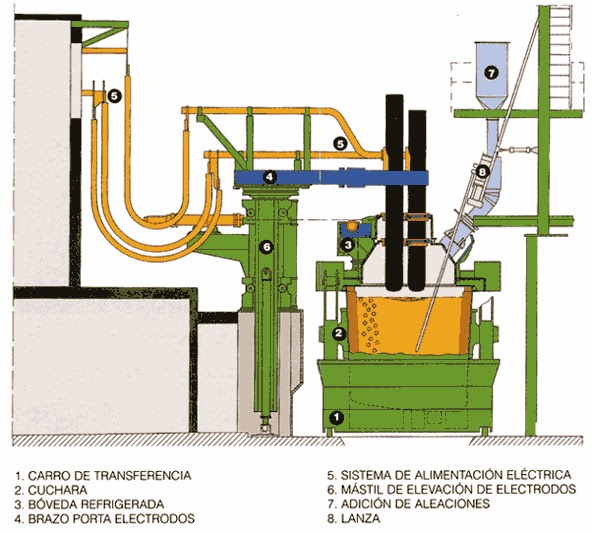
Esquema horno-cuchara
Es una instalación
dotada de una bóveda y de tres electrodos en la parte superior de la cuchara.
Este tiene los siguientes elementos de funcionamiento:
·
Equipo
de calentamiento por medio de arco trifásico con tres electrodos.
·
inyección
de argón por medio de tapón poroso instalado en el fondo de la cuchara
·
Creación
de una atmósfera no oxidante
Permitiéndonos
efectuar operaciones como:
·
Calentamiento
del acero y homogeneización de la temperatura del baño.
·
Desoxidación.
·
Desulfuración.
·
Adición
y encaje de elementos de aleación. Homogenización de la composición en el baño.
·
Decantación
y separación de inclusiones.
La
diferencia entre el horno eléctrico y el de cuchara es que la cuba ha sido
sustituida por una cuchara y que los transformadores de potencia son más
pequeños.
·
Están
conectados con sistemas de análisis químicos permitiendo ajustes de composición.
·
Excelente
homogenización y control de la composición además de la temperatura.
·
Producción
de aceros con bajos niveles de azufre y gases, desoxidados y libres de
inclusiones.
·
Ahorro
en consumo de ferroaleaciones y evitando afino reductor en el horno eléctrico,
aumentando la productividad.
·
Mejoras
en la colada continua.
Otro
tratamiento es el del acero CAS-OB,
consiste en la agitación del baño líquido mediante una bobina, semejante al
horno-cuchara. Tiene dos estaciones, la primera por vacío y otra un
calentamiento con tres electrones de grafito.
Tratamiento del acero por CAS-OB
Una de las
instalaciones de la metalurgia secundaria sin equipo específico de
calentamiento es el sistema de
tratamiento en cuchara CAS. Con un equipo de inyección de gas inerte argón que
forma una zona sin escoria permitiendo la adición de aleantes. No usa
electrodos ni vacío. Permite la desoxidación del acero, ajuste estricto de su composición
y temperatura, y desgasificación al vacío, crea aceros de muy alta pureza.
Para afinar aceros inoxidables, tendremos, la
carburización por oxigeno en vacío (VOD) y la descarburización por inyección de
oxigeno-argón (AOD).Se basan en la reducción de la presión parcial del monóxido
de carbono formado durante la oxidación del carbono.
Para casos
de metalurgia especial, la dosificación
de aluminio y la del calcio puede hacerse mediante un alambre hueco que
contiene en su interior la mezcla exacta a proporcionar.
Si buscamos
obtener lingotes de acero de gran pureza, lo hacemos por medio de una redifusión bajo vacío y con escoria electro
conductora.
Por el método
de refusión por arco de vacío (VAR) se consigue un acero desgasificado y limpio
pero no se puede desulfurar.
Usando una redifusión
bajo escoria electro conductora (ESR) se consigue una desulfuración y limpieza pero
no una desgasificación, por lo que se debe eliminar previamente el nitrógeno y
el hidrogeno.